文章来源:山东天河数控 http://www.thybz.com
用钻头在实体材料上加工孔叫钻孔。各种零件的孔加工,除去一部分由车、镗、铣等机床完成外,很大一部分是由钳工利用钻床和钻孔工具(钻头、扩孔钻、铰刀等)完成的。在钻床上钻孔时,一般情况下,钻头应同时完成两个运动;主运动,即钻头绕轴线的旋转运动(切削运动);辅助运动,即钻头沿着轴线方向对着工件的直线运动(进给运动),钻孔时,主要由于钻头结构上存在的缺点,影响加工质量,加工精度一般在IT10级以下,表面粗糙度为Ra12.5μm左右、属粗加工。用麻花钻在实体材料上加工孔的方法称为钻孔。一般加工可达尺寸公差等级为IT14~IT11,表面粗糙度Ra值为50~12.5μm。 常用的钻床有:台式钻床、立式钻床和摇臂钻床。 1.钻床 1)台式钻床 简称台钻(图1),是一种小型机床,安放在钳工台上使用。其钻孔直径一般在12mm以下。主要用于加工小型工件上的各种孔,钳工中用得最多。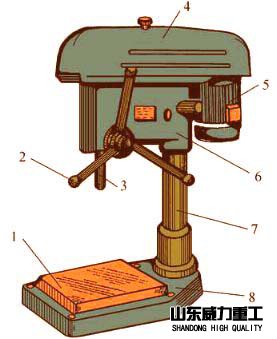 图1 台式钻床
图1 台式钻床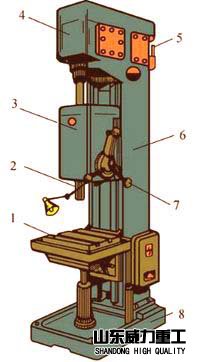 图2 立式钻床
图2 立式钻床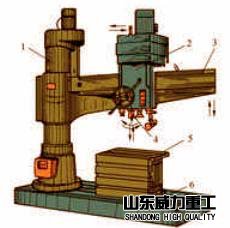 图3 摇臂钻床
图3 摇臂钻床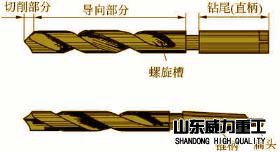 图4 麻花钻 麻花钻有两条对称的螺旋槽,用来形成切削刃,且作输送切削液和排屑之用。前端的切削部分(图5)有两条对称的主切削刃,两刃之间的夹角2φ称为锋角。两个顶面的交线叫作横刃。导向部分上的两条刃带在切削时起导向作用,同时又能减小钻头与工件孔壁的摩擦。
图4 麻花钻 麻花钻有两条对称的螺旋槽,用来形成切削刃,且作输送切削液和排屑之用。前端的切削部分(图5)有两条对称的主切削刃,两刃之间的夹角2φ称为锋角。两个顶面的交线叫作横刃。导向部分上的两条刃带在切削时起导向作用,同时又能减小钻头与工件孔壁的摩擦。 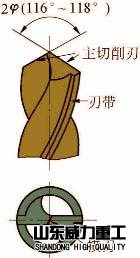 图5 麻花钻的切削部分 3.钻孔操作 1)钻头的装夹 钻头的装夹方法,按其柄部的形状不同而异。 锥柄钻头可以直接装入钻床主轴孔内,较小的钻头可用过渡套筒安装(图6);直柄钻头一般用钻夹头安装(图7)。
图5 麻花钻的切削部分 3.钻孔操作 1)钻头的装夹 钻头的装夹方法,按其柄部的形状不同而异。 锥柄钻头可以直接装入钻床主轴孔内,较小的钻头可用过渡套筒安装(图6);直柄钻头一般用钻夹头安装(图7)。 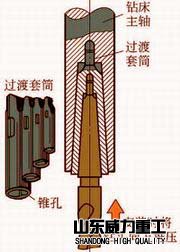 图6 安装锥柄钻头
图6 安装锥柄钻头 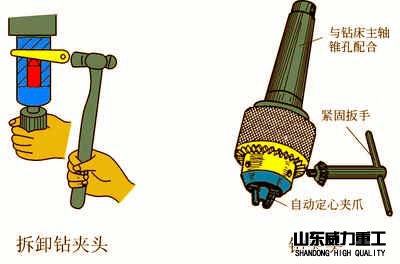 图7图 8 钻夹头或过渡套筒的拆卸方法是将楔铁带圆弧的边向上插入钻床主轴侧边的锥形孔内,左手握住钻夹头,右手用锤子敲击楔铁卸下钻夹头(图8)。 2)工件的夹持 钻孔中的安全事故,大都是由于工件的夹持方法不对造成的。因此,应注意工件的夹持。小件和薄壁零件钻孔,要用手虎钳夹持工件(图9)。中等零件,可用平口钳夹紧(图10)。大型和其他不适合用虎钳夹紧的工件,可直接用压板螺钉固定在钻床工作台上(图11)。在圆轴或套筒上钻孔,须把工件压在V形铁上钻孔(图12)。在成批和大量生产中,钻孔时广泛应用钻模夹具(图13)。
图7图 8 钻夹头或过渡套筒的拆卸方法是将楔铁带圆弧的边向上插入钻床主轴侧边的锥形孔内,左手握住钻夹头,右手用锤子敲击楔铁卸下钻夹头(图8)。 2)工件的夹持 钻孔中的安全事故,大都是由于工件的夹持方法不对造成的。因此,应注意工件的夹持。小件和薄壁零件钻孔,要用手虎钳夹持工件(图9)。中等零件,可用平口钳夹紧(图10)。大型和其他不适合用虎钳夹紧的工件,可直接用压板螺钉固定在钻床工作台上(图11)。在圆轴或套筒上钻孔,须把工件压在V形铁上钻孔(图12)。在成批和大量生产中,钻孔时广泛应用钻模夹具(图13)。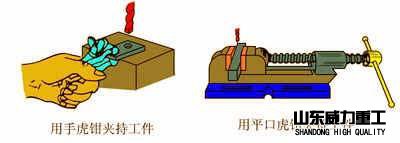 图9图10
图9图10 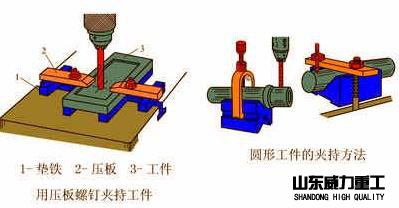 图11图12
图11图12 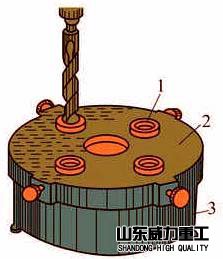 图13 钻模 1-钻套;2-钻模;3-工件 3)按划线钻孔 钻孔前应预先在孔中心处打样冲眼,钻孔时,先对准样冲眼试钻一浅坑,如有偏位,可用样冲重新冲孔纠正,也可用錾子錾出几条槽来纠正(图14)。钻孔时,进给速度要均匀,将钻通时,进给量要减小。钻韧性材料要加切削液。钻深孔(孔深L与直径d之比大于5)时,钻头必须经常退出排屑。
图13 钻模 1-钻套;2-钻模;3-工件 3)按划线钻孔 钻孔前应预先在孔中心处打样冲眼,钻孔时,先对准样冲眼试钻一浅坑,如有偏位,可用样冲重新冲孔纠正,也可用錾子錾出几条槽来纠正(图14)。钻孔时,进给速度要均匀,将钻通时,进给量要减小。钻韧性材料要加切削液。钻深孔(孔深L与直径d之比大于5)时,钻头必须经常退出排屑。 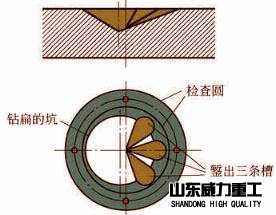 图14 钻偏时錾槽校正
图14 钻偏时錾槽校正 