钻孔操作要求
1.使用摇臂钻床钻孔前一般先划线,确定孔的中心,在孔中心先用冲头打出较大中心眼。
2.钻孔时应先钻一个浅坑,以判断是否对中。
3.在钻削过程中,特别钻深孔时,要经常退出钻头以排出切屑和进行冷却,否则可能使切屑堵塞或钻头过热磨损甚至折断,并影响加工质量。
4.钻通孔时,当孔将被钻透时,进刀量要减小,避免钻头在钻穿时的瞬间抖动,出现“啃刀”现象,影响加工质量,损伤钻头,甚至发生事故。
5.钻削大于φ30mm的孔应分两次站,第一次先钻第一个直径较小的孔(为加工孔径的0.5~0.7);第二次用钻头将孔扩大到所要求的直径。
6.钻削时的冷却润滑:钻削钢件时常用机油或乳化液;钻削铝件时常用乳化液或煤油;钻削铸铁时则用煤油。
下面详细介绍使用摇臂钻床的加工使用过程中的装夹工艺
1)钻头的装夹 钻头的装夹方法,按其柄部的形状不同而异。 锥柄钻头可以直接装入钻床主轴孔内,较小的钻头可用过渡套筒安装(图1);直柄钻头一般用钻夹头安装(图7)。
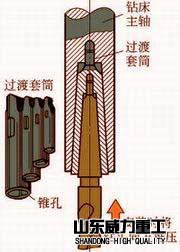
图1 安装锥柄钻头
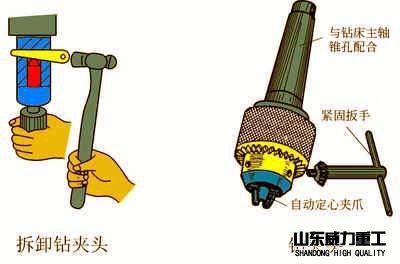
图2 图 3
钻夹头或过渡套筒的拆卸方法是将楔铁带圆弧的边向上插入钻床主轴侧边的锥形孔内,左手握住钻夹头,右手用锤子敲击楔铁卸下钻夹头(图8)。
2)工件的夹持 钻孔中的安全事故,大都是由于工件的夹持方法不对造成的。因此,应注意工件的夹持。小件和薄壁零件钻孔,要用手虎钳夹持工件(图9)。中等零件,可用平口钳夹紧(图10)。大型和其他不适合用虎钳夹紧的工件,可直接用压板螺钉固定在钻床工作台上(图11)。在圆轴或套筒上钻孔,须把工件压在V形铁上钻孔(图12)。在成批和大量生产中,钻孔时广泛应用钻模夹具(图13)。
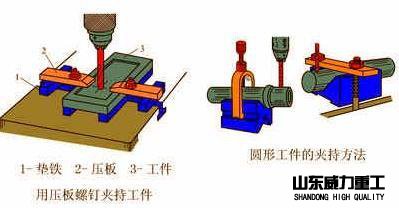
图4 图5
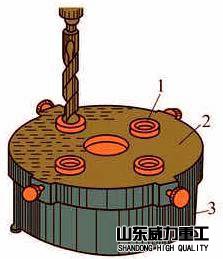
图6 图7
1-钻套;2-钻模;3-工件
3)按划线钻孔 钻孔前应预先在孔中心处打样冲眼,钻孔时,先对准样冲眼试钻一浅坑,如有偏位,可用样冲重新冲孔纠正,也可用錾子錾出几条槽来纠正(图14)。钻孔时,进给速度要均匀,将钻通时,进给量要减小。钻韧性材料要加切削液。钻深孔(孔深L与直径d之比大于5)时,钻头必须经常退出排屑。
